Les premiers avions étaient faits de bois, de colle et de toile. Les matériaux étaient recherchés pour leur légèreté. L’âge de l’aluminium comme matériau aéronautique a débuté vers 1930. Et maintenant, les composites rivalisent et dépassent de plus en plus les métaux comme matériau de structure aéronautique. Alors que les avantages des matériaux composites sont de plus en plus connus, la science des réparations composite de qualité structurale est en plein développement.
Réparations composites
La référence pour une réparation structurale de qualité aéronautique est toujours le Manuel de réparations structurales (SRM). La gestion des réparations sur les composites est similaire à celle des réparations métalliques. Dans un premier temps, il faut classifier la structure et le dommage. Si la solution choisie est une réparation, il faut la classifier. Est-ce une pièce structurale ou non structurale? Va-t-on faire une réparation temporaire ou permanente? Va-t-on faire un montage mouillé [wet lay up] ou sec [dry lay up – prepreg]? Est-ce un durcissement à froid [cold bonding] ou à chaud [hot bonding]?
La distinction entre les réparations de pièces non structurales et structurales est importante. Malgré certaines ressemblances, les techniques utilisées pour la réparation de la fibre de verre ne s’appliquent pas intégralement aux réparations de matériaux composites des aéronefs récents. Souvent, la réparation de la fibre de verre est faite avec de la résine et des couches de surface. Les composites modernes ont besoin d’une réparation qui leur permettra de continuer leur rôle de transfert des contraintes, de résistance à la fatigue, tout en demeurant légères. Les réparations composites demandent des travaux plus complexes et un contrôle de la qualité plus exigeant. Ces techniques feront appel aux cuissons contrôlées par ordinateur et au montage avec des renforts préimprégnés.
Les outils de base pour effectuer ces travaux sont la toupie, les ciseaux, des gabarits circulaires et d’orientation des fibres, des sableuses rotatives, des perceuses, un aspirateur, des spatules et des seringues. Des compétences différentes de celle du travail de tôlerie sont à acquérir pour les techniciens de structure.
Selon la disponibilité des équipements, on peut décider de faire une réparation temporaire
(la durée est généralement spécifiée dans le SRM). Ce type de réparation permettra de poursuivre le vol jusqu’à une base permanente qui a l’outillage et la main-d’œuvre nécessaire. On utilisera du ruban d’aluminium [speed tape], en injectant avec des seringues de la résine dans une zone délaminée ou encore des plaques toutes faites qui seront collées ou rivetées au-dessus de la zone endommagée.
Lors de la classification d’un dommage, il est important de vérifier s’il n’y aurait pas des zones délaminées autour du dommage. Un impact a souvent un effet secondaire dans la structure avoisinante, ce qui risque de complexifier les travaux.
Dans certains cas, le manuel de réparation structurale propose différentes méthodes de réparation pour un même dommage. Par exemple, sur le 767, vous pouvez faire soit une cuisson à 250 °F ou à 350 °F. La cuisson à 250 °F est assortie de certaines contraintes d’opération.
- Toutes les surfaces de la section à réparer et les matériaux utilisés pour la réparation doivent être d’une PROPRETÉ ABSOLUE.
- Préparer tous les matériaux et les outillages avant l’exécution de la réparation.
- Mélanger les adhésifs et les fibres précisément selon les instructions.
- Respecter soigneusement les températures, les pressions et les durées de polymérisation.
- Appliquer les consignes de santé-sécurité.
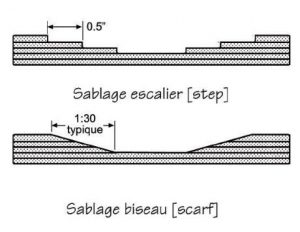
Sablage
Il existe deux méthodes : le sablage escalier et le sablage biseau. La méthode en escalier est plus efficace selon certains manuels. Elle est par contre plus difficile à réaliser pour un apprenti. La difficulté provient du fait qu’il faut savoir quand on a fini de sabler une couche de fibres et qu’on est rendu au sablage d’une autre couche. Les signes qui indiquent le changement de couche de fibres sont l’apparition d’une surface luisante ou un changement dans l’orientation des fibres. Les opérations de sablage doivent être faites avec un éclairage suffisant. Il importe de bien protéger ses yeux; l’utilisation d’un masque antipoussières est nécessaire.
 Mélange
Mélange
La proportion du mélange fibres-résine est déterminante pour la validité d’un composite. Le mélange idéal est dans une proportion de 60 % fibres et 40 % résine. Les préimprégnés respectent cette proportion à leur fabrication initiale. Lors du mélange manuel fibres-résine, il faut calculer soigneusement les proportions en se basant sur le poids ou le volume selon les exigences du SRM.
| Si trop de fibres | Assemblage mou |
| Si trop de résine | Assemblage sec, cassant |
Cuisson
La polymérisation ou le durcissement des résines est une réaction chimique. Pour favoriser cette réaction, la chaleur a un rôle important selon le type de matrice utilisée. Certaines résines peuvent durcir à la température de la pièce; d’autres nécessitent des cuissons contrôlées par ordinateur.
Une mauvaise cuisson ou des équipements défectueux peuvent amener le rejet d’une réparation et endommager la pièce réparée de telle sorte qu’on soit obligé de la changer au complet. La cuisson a un effet direct sur la résistance future de la pièce en réparation. Il faut éviter toute surchauffe des résines qui risque de les vaporiser et de modifier leur fini de surface.
Les réparations polymérisées à la température de la pièce ont l’avantage d’être plus simples, mais le temps requis est très long. À 60 °F, certaines résines peuvent prendre près de 40 heures avant d’être opérationnelles pour un retour en service. Le processus peut être accéléré avec une couverture chauffante à 160 °F.
Les composites structuraux nécessitent généralement des cuissons à des températures plus élevées (250° et 350 °F). C’est la méthode utilisée pour les préimprégnés. La pente de réchauffement et la pente de refroidissement doivent être calculées pour programmer les ordinateurs qui contrôlent les couvertures chauffantes ou les fourneaux. Les couvertures chauffantes sont généralement utilisées car la réparation peut être faite directement sur l’aéronef. La couverture doit couvrir la réparation en dépassant de 1 à 2 po la couche de renfort la plus grande.
La science des réparations composites est encore jeune. Chaque manufacturier a ses propres exigences, qui sont quelquefois contradictoires. Les illustrations suivantes montrent deux différentes méthodes d’assemblage des fibres de renfort : du plus petit au plus grand ou du plus grand au plus petit! La référence à coup sûr est le Manuel de réparations structurales spécifiques à l’aéronef.
Le design de la réparation dépendra de la gravité du dommage, de l’accessibilité à un ou aux deux côtés de la surface. Dans certains cas, il faudra assurer une continuité électrique au composite dans le cas de foudroiement d’un aéronef. Cela se fait en incorporant à la réparation un treillis métallique ou en utilisant des techniques spéciales de peinture (flame spray).
Par Pierre Ménard / Coordonnateur du département Pré-envol, ÉNA